Manufacturers in today’s fast-paced, constantly shifting global landscape need to be able to make effective decisions quickly, and to do that they must first have access to the right data. But factors such as complexity within supply chains and data that is spread out in different systems and in different formats can make this challenging.
Enterprise Manufacturing Intelligence (EMI) offers a first step solution for manufacturers looking to see all their data streams centralized and contextualized — and a critical first step in the journey toward Industry 4.0.
Enterprise Manufacturing Intelligence (EMI) - A First Step Industry 4.0 Solution
Data is a critical resource for manufacturers, no question. But even manufacturers actively collecting data through sensors can run into challenges if those sensors are operating across a variety of independent systems, without the interconnectivity so key to a successful Industry 4.0 enterprise. Enter — Enterprise Manufacturing Intelligence.
What is EMI?
EMI is a software solution that brings together an enterprise’s manufacturing and operational data from multiple sources, integrating that data in a way that provides a cohesive, contextual, intelligent view for the purposes of reporting, visualization, deeper analytics, and the sharing of data between enterprise-level and plant-floor systems.
In order to run a more streamlined, profitable enterprise, manufacturers must be able to:
- Identify the origin of materials to prevent safety events
- Correlate events with subsequent consequences
- Know the exact composition of materials
- Quantify and reduce material waste
- Increase efficiency to make more with the same resources
- Decrease environmental footprint
- Collaborate efficiently with multiple parties.
EMI can aid manufacturers on all these fronts by providing greater visibility into the manufacturing process.
Manufacturers relying on equipment-centric solutions for visibility run into limited transparency and a process that is susceptible to human errors. Manual approaches can prove costly, with the aforementioned data fragmentation between organizational silos and lack of interconnectedness between process steps.
EMI easily aggregates data from disparate sources and extracts realtime insights that drive business decisions and optimize operations.
How Does EMI Work?
EMI can collect and organize data from a wide variety of source systems such as Industrial Internet of Things (IIoT), Manufacturing Execution Systems (MES), Quality Management Systems (QMS), planning and scheduling systems, Enterprise Resource Management (ERP) systems, and others, unifying these sources into one accessible analytical model.
Having data standardized and available on one screen (across multiple locations) provides manufacturers with a more comprehensive vision of operations inside and outside the factory and facilitates better communication end-to-end across the supply chain. Whether it be manufacturing leaders, plant managers, operators, or engineers — each end user can explore and drill down into contextualized data based on individual roles and points of interest.
With EMI, manufacturers can receive realtime data reporting, enabling them to accurately monitor the factory’s entire infrastructure. Advanced analytics help users understand which machines are not producing optimally, or which products are not to specifications. Realtime alerts and notifications allow for issues to be addressed promptly as they occur.
EMI also provides historical data to track past performance and outcomes, comparing them to current or future needs. Plant operations can be predicted, benchmarks established.
Implemented correctly, EMI can jumpstart a manufacturing enterprise on the road to Industry 4.0, improving efficiency, productivity, agility, and overall operational performance.
The Benefits of EMI:
- Contextualization of data, correlation analysis
- Realtime, actionable insights allow for faster response time to changes
- Benchmark reporting enables continuous improvement
- The establishment of best practices
- Overall improvement in production performance and manufacturing execution
- Empowers manufacturers to make better, more informed business decisions
Access to data is key in manufacturing, but with Enterprise Manufacturing Intelligence, manufacturers can really start to put the benefits of Industry 4.0 Smart Manufacturing into practice — with tangible, real, transformational results.
Modern EMI For Transformation Industry 4.0 Smart Manufacturing
The rapidly expanding need for just-in-time manufacturing and fulfillment capabilities across industries requires Enterprise Manufacturing Intelligence systems to play an integral role in driving mission-critical decisions within today’s manufacturing organization.
ThinkIQ equips manufacturers to go beyond the limitations of traditional EMI in their transformational journey toward achieving Industry 4.0 Smart Manufacturing.
ThinkIQ delivers a modern and cost-effective alternative to traditional equipment-centric solutions by eliminating information blind-spots that result in risk to revenue.
Whether you have invested in traditional systems or not, ThinkIQ’s cloud-native and operationally agnostic offering provides manufacturers the unique flexibility to quickly deliver operational insights while also providing a world-class and full-featured platform to provide advanced support in reaching Smart Manufacturing status.
With ThinkIQ, you can learn what happened, why it happened, predict future events, and then share this intelligence with other systems and workgroups to drive operational efficiency and provide broader decision support impacting issues across your company.
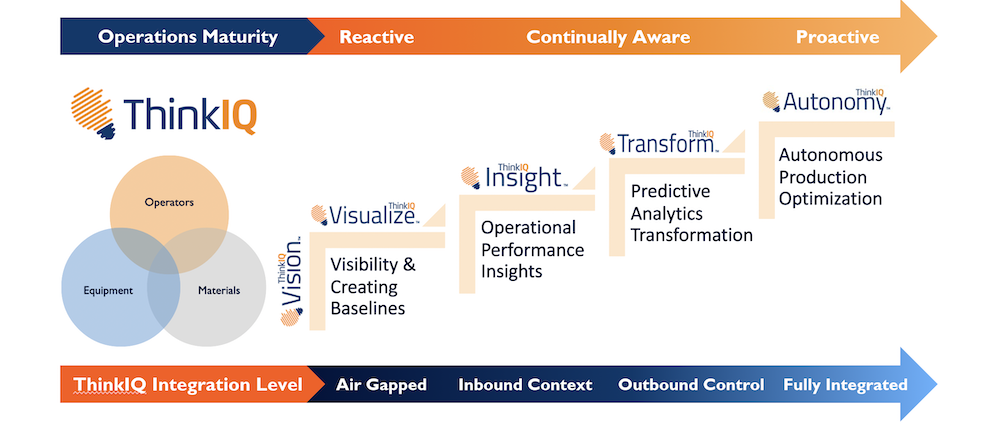
Once you have thisTake the first step in the journey toward Industry 4.0 today — Reach out to a ThinkIQ expert to find out more about what EMI can do for your business, and to discuss the 5 stages of becoming a Smart Manufacturer. Also, be sure to download our new eBook, “Using Computer Vision to Fill Manufacturing and Warehousing Blind Spots with Actionable Data” to learn how to gain greater visibility into your manufacturing process.
